
| Este Tipo de Katana, (o wakizashi) los fabrico desde una barra redonda de 3/4 de pulgada de acero 1045 , o de planchuela de acero 1070. |
 |
| La diferencia de uno u otro acero, se debe a 2 razones: la principal, la disponibilidad del acero, ( es difícil en Argentina conseguir acero en espesores de Katana (7 u 8 mm) en el que se pueda lograr Hamon. La segunda, es que el acero 1070, tiene un “laminado” de fabrica, que molesta a la hora del revelado del Hamon, y que el 1045, aunque tiene menor porcentaje de carbono, tiene un habuchi ( el limite entre la zona dura de la blanda) mas grueso que en el sae 1070, lo que lo hace mas agradable en la terminacion. |
 |
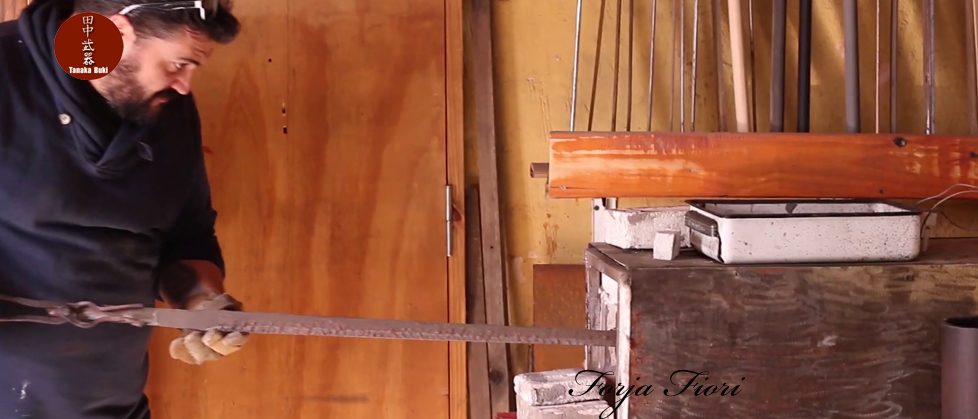
| Ya sea barra redonda o planchuela, la trabajo en la fragua , para dejarlo plano y darle la forma al “sunobe” |
 |
| Luego, sigo forjando para bajar los biceles y darle al forma parecida a la hoja.. |
 |
| Una vez obtenida la “preforma”, limpio con amoladora y luego en la biceladora |
 |
 |
| Luego preparo la arcilla para templarla… la mezcla que uso es arena, arcilla refractaria , miel y agua.. |
 |
| Luego va al horno. Antiguamente templaba en la fragua a Gas, pero desde que arme el horno, siempre es mejor sacar el mejor provecho del material, y templar a la temperatura que indica el fabricante. en este caso, yo templo el 1045 a 810 grados, en agua tibia. |
 |
 |
 |
| Entra derecha…sale curva.. |
 |
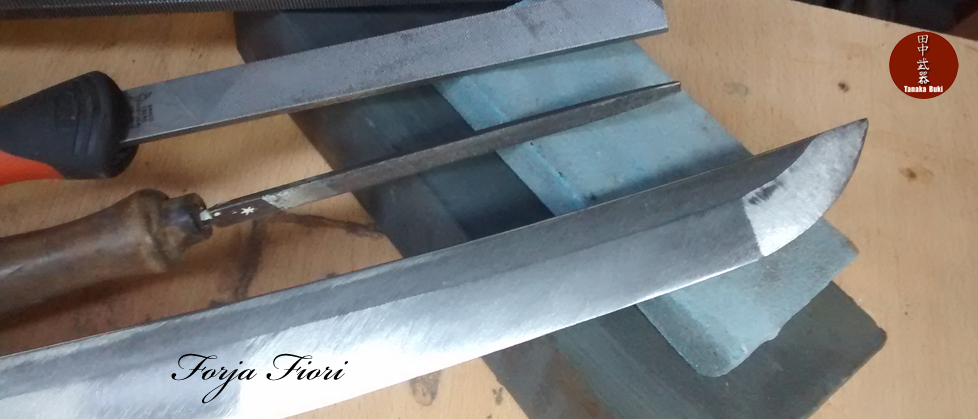
| Una vez pasado el temple, que es lo mas critico, se limpia y comienzo con el rectificado, terminando de bajar los biceles para afilar, haciendo el yokote y terminando de definir la geometría. |
 |
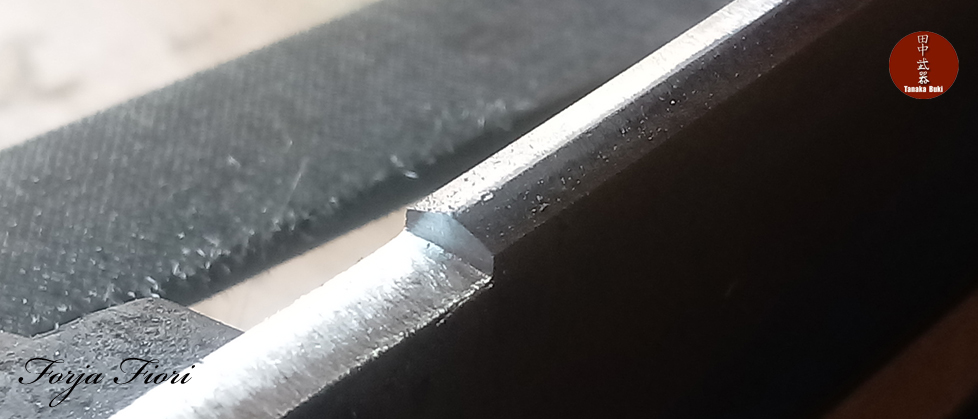 |
| Muchos de estos procesos, que son de finalizacion, se hacen a mano con lima, piedra, lija, porque las maquinas, en una hoja con hamon, no ayudan para nada a definir los biceles y detalles característicos de una espada Japonesa |
 |
 |
 |
Son varios meses de trabajo, solo para realizar una hoja con Temple diferencial.. y varios meses mas, para el koshirae (vea qui el proceso)
El pulido solo lleva alrededor de 2 a 4 meses, para que la hoja quede bien y se vea el hamon de la manera correcta..